



| 車削類型 : | 數控車 | 加工材料 : | 碳鋼 軸承鋼 合金鋼 |
| 直徑 : | 100 | 長度 : | 1200 |
| 齒面加工類型 : | 滾齒機 | 齒面加工原理 : | 成形法 |
| 電火花加工類型 : | 電火花成型 | 公差 : | 1絲 |
| 表面粗糙度 : | 光滑 | 刨削類型 : | 牛頭刨 |
| 銑削類型 : | 數控銑 | 打樣周期 : | 4-7天 |
| 加工周期 : | 8-15天 | 年剩余加工能力 : | 200000 |
| 年 加工能力 : | 10000000 | 鏜削類型 : | 臥式鏜 |
機械零件加工方法 主要分為:車、銑、刨、鉆、磨等通用機床加工,接下來咱們就對這幾種常用的機械加工方法一一進行介紹。
車削加工:車削加工是在車床上利用車刀對工件的旋轉表面進行切削加工的方法。它主要用來加工各種軸類、套筒類及盤類零件上的旋轉表面和螺旋面, 其中包括:內外圓柱面、內外圓錐面、內外螺紋、成型回轉面、端面、溝槽以及滾花等。此外,還可以鉆孔、擴孔、鉸孔、攻螺紋等。
銑削加工:銑削主要用來對各種平面、各類溝槽等進行粗加工和半精加工, 用成型銑刀也可以加工出固定的曲面。可以銑削平面、臺階面、成型曲面、螺旋面、鍵槽、T形槽、燕尾槽、螺紋、齒形等。
刨削加工:刨削是使用刨刀在刨床上進行切削加工的方法,主要用來加工各種平面、溝槽和齒條、直齒輪、 花鍵等母線是直線的成型面。刨削比銑削平穩,但加工精度較低,刀具也容易損壞,在大批量生產中應用較少,常被生產率較高的銑削、拉削加工代替。






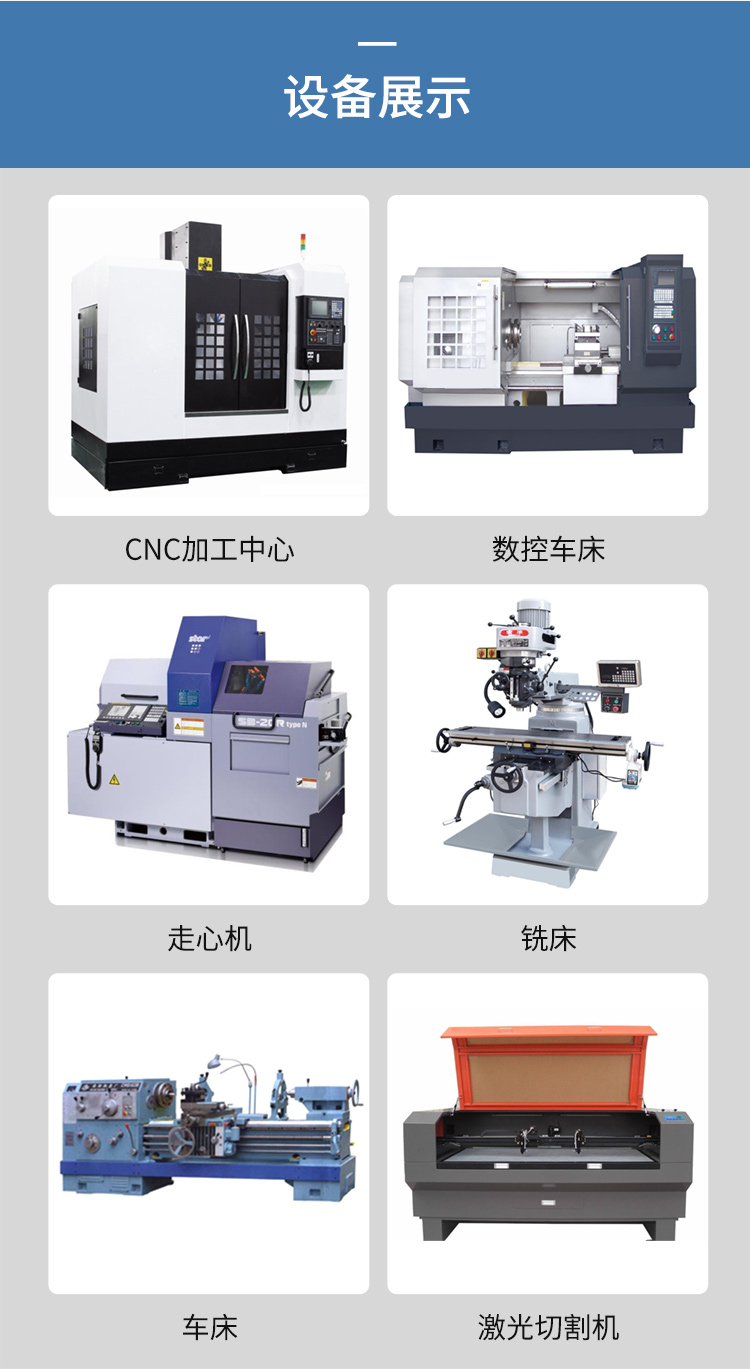
鉆削和鏜削加工:鉆削和鏜削都是加工孔的方法。鉆削包括鉆孔、擴孔、鉸孔和锪孔。其中,鉆孔、擴孔和鉸孔分別屬于孔的粗加工、半精加工和精加工,俗稱“鉆—擴—鉸”。鉆孔精度較低,為了提高精度和表面質量,鉆孔后還要繼續進行擴孔和鉸孔。鉆削加工是在鉆床上進行的。鏜削是利用鏜刀在鏜床上對工件上的預制孔進行后續加工的一種切削加工方法。
磨削加工:磨削加工主要用于零件的內外圓柱面、內外圓錐面、平面和成型面(如花鍵、螺紋、齒輪等)的精加工,以獲得較高的尺寸精度和較小的表面粗糙度。

