



| 產(chǎn)地 : | 滄州 | 品牌 : | 興昊 |
| 型號 : | 齊全 | 應用場所 : | 熱力 |
| 標準 : | 國標 | 是否加工 : | 是 |
| 場地 : | 滄州 |
?螺旋鋼管的埋弧焊接全過程如下: 螺旋鋼管-埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續(xù)下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。也是長期以來爭論不休的螺旋管與直縫管,是與UOE鋼管相比誰更優(yōu)越的問題。螺旋管制造技術(shù)發(fā)展到今天,我們應該地、正確地進行評價和比較,重新認識螺旋管焊縫較長的問題。首先,由于缺陷與焊縫相平行,故對螺旋管來說,其焊縫的缺陷為“斜缺陷”。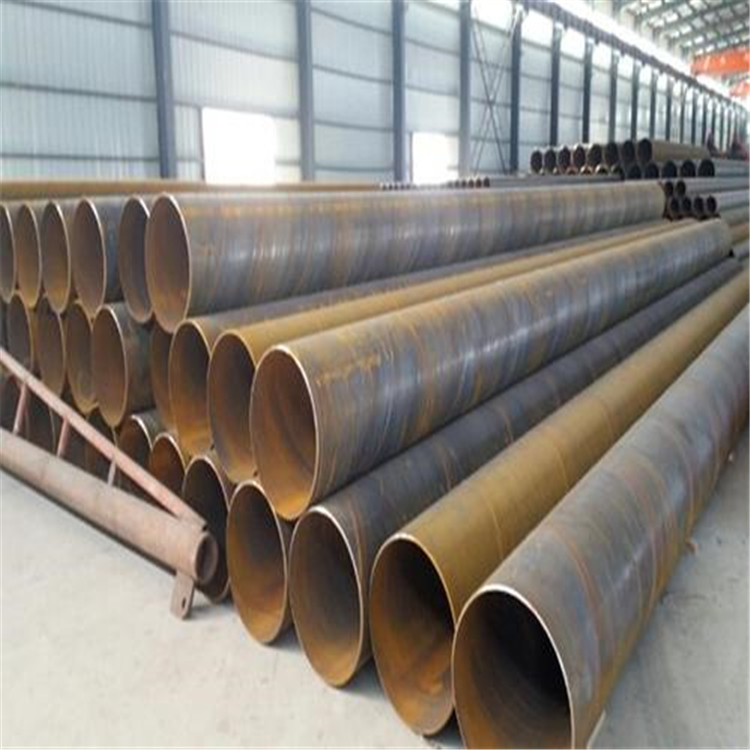
在使用過程中,鋼管的主應力方向,即鋼管軸線方向的當量缺陷長度比直縫管小;其次,由于管線鋼均為軋制鋼板,沖擊韌性有較大的各向,順軋制方向的CVN值可比垂直于軋制方向的CVN值高3倍。直縫管所受的主應力恰恰垂直于管材抗沖擊能力的方向,而螺旋管則錯開了管材抗沖擊能力的方向,使螺旋管焊縫長的劣勢轉(zhuǎn)變成了優(yōu)勢。大口徑螺旋鋼管加工到一定長度的話,發(fā)生彎曲肯定存在的,在鋼管中是經(jīng)常會遇到的現(xiàn)象和情。鋼制防腐管道DN350廠家標準 人工作業(yè)的不超過1.2m,機械作業(yè)的不超過1.5m,垛寬不超過2.5m厚壁螺旋鋼管的垛底墊高高度根據(jù)詳細情況而言,若倉庫為 的水泥地面,墊高高度0.1m即可;若為泥地,須墊高0.2到0.5m,假如在露天存放。

