

- 供貨總量 : 不限
- 價格說明 : 議定
- 包裝說明 : 不限
- 物流說明 : 貨運及物流
- 交貨說明 : 按訂單
企業視頻展播,請點擊播放視頻作者:蕪湖創佳工貿有限公司門窗附框工藝流程和操作要點
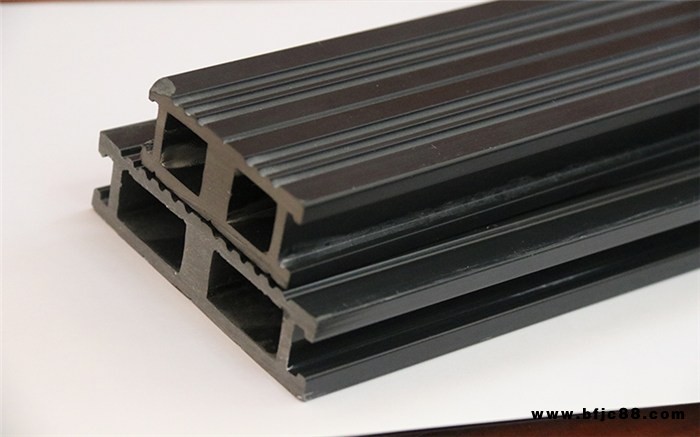
門窗附框工藝流程和操作要點:1、預設壓板條進行三級企口控制,在窗框位置模板安裝聚乙烯壓板條由內向外90mm70mm40mm寬沒臺階15mm,節能門窗附框廠家,形成三級企口。2、激光投線儀位置:激光投線儀的放置位因盡量位于房間中心,并能直接照準兩個及以上標高控制點。3、全砼外墻結構砼澆筑:利用振動棒輔助趕漿,節能門窗附框定制,對模板表面進行適當振搗,確保混凝土的密實度。窗框位置形成三級企口。4、窗戶安裝:取消窗附框,窗戶安裝于三級企口處第二級70mm寬位置,內外形成高低差從而避免雨水向內滲入。
附框制作模具:模具對低溫沖擊強度的影響附框制作模具:模具對低溫沖擊強度的影響主要體現在熔體壓力和冷卻時的應力控制上。一旦配方確定,徐州節能門窗附框,熔體壓力主要與口模有關。從口模出來的型材經過不同的冷卻方式,會產生不同的應力分布。應力集中的地方PVC型材的低溫沖擊強度就差。PVC型材受到急冷時易產生大的應力,因此定型模冷卻水流道布置非常關鍵,水溫一般控制在14℃-16℃,采用緩冷方式有利於提高PVC型材的低溫沖擊強度。保證模具的正常狀態,定期清理口模,避免因長時間連續生產而讓雜質堵塞口模,造成出料減少,支撐筋過薄,節能門窗附框安裝,影響低溫沖擊強度。定期清理定型模可保證定型模足夠的定型真空度和水流量,以保證型材生產過程中被充分冷卻,減少缺陷,降低內應力。
pvc附框在制作降解過程中,PVC是熱敏性塑料,光穩定性也很差,在熱和光的作用下,很容易發生脫HCl反應,即通常說的降解。降解的結果是塑料制品強度下降、變色、出黑線,嚴重時導致制品失去使用價值。影響PVC降解的因素有聚合物結構、聚合物質量、穩定體系、成型溫度等方面。根據經驗,PVC型材發黃大多是因為口模處出現糊料,其原因是口模流道不合理或流道內局部拋光不好,存在滯料區。而PVC型材出黃線大多是機筒內出現糊料,其原因主要是篩板(或過渡套)之間有死角,物料流動不暢。黃線在PVC型材上呈縱向直線,則滯料是在口模出口處;若黃線不直,則主要是在過渡套。
徐州節能門窗附框-節能門窗附框定制-蕪湖創佳工貿(推薦商家)由蕪湖創佳工貿有限公司提供。蕪湖創佳工貿有限公司擁有很好的服務與產品,不斷地受到新老用戶及業內人士的肯定和信任。我們公司是商盟認證會員,點擊頁面的商盟客服圖標,可以直接與我們客服人員對話,愿我們今后的合作愉快!
