 客服熱線:17621123178客服熱線:17621123178
客服熱線:17621123178客服熱線:17621123178
面議
面議
面議
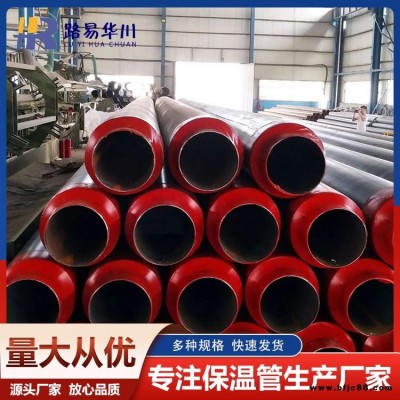
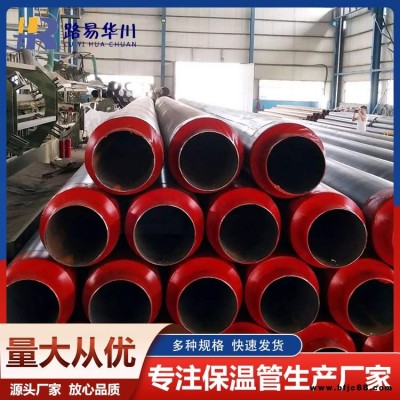
山西聚氨酯保溫管廠家,山西防腐保溫管道廠家,山西發泡保溫管廠家,山西聚氨酯管道保溫廠家,山西預制直埋保溫管廠家,山西黃夾克保溫管廠家,山西聚氨酯保溫管加工,我公司主營:聚氨酯保溫管,防腐保溫管道,發泡保溫管,預制直埋保溫管,黃夾克保溫管
為您介紹相關知識:
聚氨酯保溫鋼管在手工除銹的時候往往是通過肉眼觀察,而我們知道肉眼觀察的話就可能會存在一些誤差或者是存在一些遺漏,這種除銹的方法現在在一些小作坊里面還在用大工廠里面一般不采用了。另外還有一種方法就是使用機械來進行除銹,比較典型的就是所謂的滾筒除銹或者是一些機械進行打磨,除銹這種方法除銹比較,山西聚氨酯管道保溫廠家,但是有一個不足之處那就是沒有辦法對鋼管表面進行很好的檢測,還是有可能會存在一些誤差或者是遺漏。
山西聚氨酯管道保溫廠家山西聚氨酯保溫管廠家,山西防腐保溫管道廠家,山西發泡保溫管廠家,山西聚氨酯管道保溫廠家,山西預制直埋保溫管廠家,山西黃夾克保溫管廠家,山西聚氨酯管道保溫廠家銷售,山西聚氨酯保溫管加工,我公司主營:聚氨酯保溫管,防腐保溫管道,發泡保溫管,預制直埋保溫管,黃夾克保溫管
為您介紹相關知識:
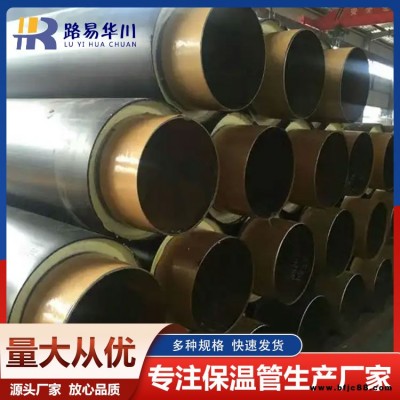
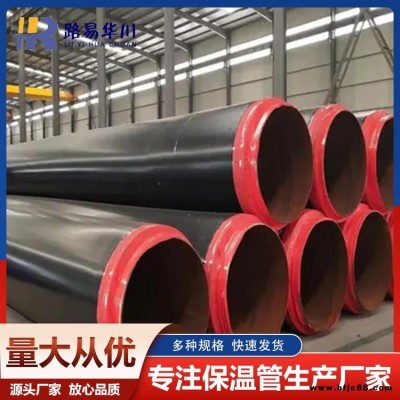
施工工藝:聚氨酯直埋保溫管。
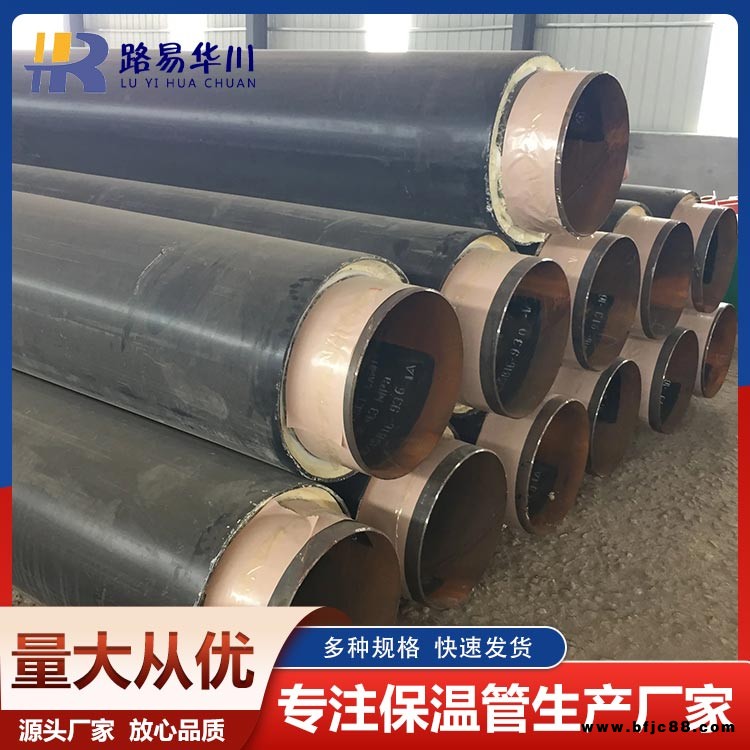
聚氨酯直接埋保溫管首先生產高密度聚乙烯外保護管,然后在聚乙烯外保護管與鋼管之間的間隙澆筑聚氨酯硬泡沫保溫層的生產過程是我們通常所說的“兩步法”。
鋼管除銹-聚氨酯發泡-成型-成品檢測-入庫,聚氨酯直埋保溫管制造工藝。
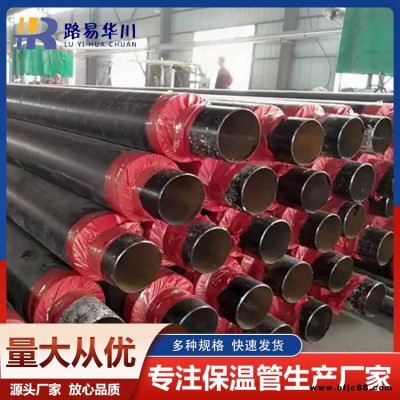
1.除銹
2.穿管和支架捆扎:
A.高密度聚乙烯外護管根據芯管和保溫層選擇→。
B.除銹處理后的鋼管→分段捆扎支架(1.5m/段)→將捆扎好的支架芯管插入高密度聚乙烯外保護管中,直至芯管兩端的部分均為150mm-250mm。
C.在管道兩端堵住符合芯管直徑和保溫層厚度的卡頭(法蘭或外卡),并將其鎖緊。
注意:支架結構.高度.材料.捆扎方式.根據芯管直徑及設計要求選擇抗壓強度。
山西聚氨酯保溫管廠家,山西防腐保溫管道廠家,山西聚氨酯管道保溫廠家電話,山西發泡保溫管廠家,山西聚氨酯管道保溫廠家,山西預制直埋保溫管廠家,山西黃夾克保溫管廠家,山西聚氨酯保溫管加工,我公司主營:聚氨酯保溫管,防腐保溫管道,發泡保溫管,預制直埋保溫管,黃夾克保溫管
為您介紹相關知識:
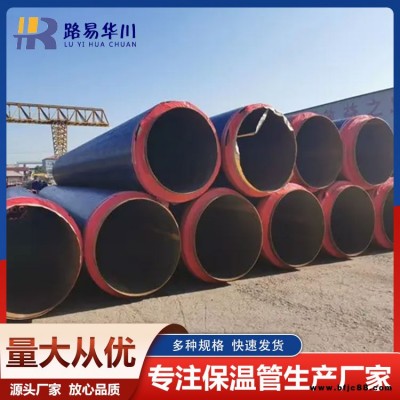
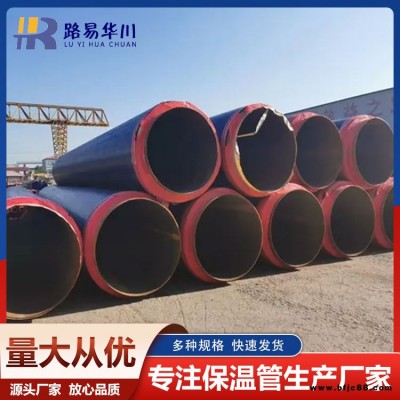
具體操作步驟:①在鋼管焊接前把套袖管套入,待鋼管焊接完畢,把套袖管滑到補口處,兩端余量近似相同,兩端用熱收縮帶密封;②在套袖管一端打開一個直徑30mm的注料孔,另一端開一個同樣大小的排氣孔,把聚氨酯料攪拌均勻倒入或用澆注機注入,待發泡完畢后,用堵塞密封即可。
首先選定適合規格的電熱熔套(通常周長比外護管大200-500mm),用電熱熔套焊機給周邊預置電熱絲通電加熱,通常加熱20—40分鐘(根據材質確定熱熔時間)左右,熱熔套便和母管粘結為一體,山西聚氨酯管道保溫廠家施工,然后按上述套袖補口方法中第②步注料,用堵塞密封即可。
在整條保溫管道中,三通、彎頭等管件的保溫至關重要,現場制作又比較復雜,難以保證質量;我們建議施工方把三通、焊接彎頭、補償器等管件,在管件保溫廠預制,再和直管現場焊接,然后用上述方法進行補口,這樣,既能保證保溫質量又能降低施工難度。
山西聚氨酯管道保溫廠家-路易華川保溫工程由山西路易華川保溫工程有限公司提供。山西路易華川保溫工程有限公司位于山西太原市陽曲縣黃寨鎮。在市場經濟的浪潮中拼博和發展,目前路易華川保溫管在保溫、隔熱材料中享有良好的聲譽。路易華川保溫管取得全網商盟認證,標志著我們的服務和管理水平達到了一個新的高度。路易華川保溫管全體員工愿與各界有識之士共同發展,共創美好未來。
| 公司名 | 山西路易華川保溫工程有限公司 | 經營模式 | 制造商,貿易商 |
|---|---|---|---|
| 注冊資本 | 900萬人民幣 | 公司注冊時間 | 2021 |
| 公司所在地 | 山西/朔州市 | 企業類型 | 企業單位 (制造商,貿易商) |
| 保 證 金 | 已繳納 0.00 元 | 資料認證 |
 企業資料通過認證 企業資料通過認證 |
| 主營行業 | 基礎建材 , | ||
| 主營產品或服務 | 保溫管,聚氨酯保溫管 | ||

 通過認證 [誠信檔案]
通過認證 [誠信檔案]

¥2.40/平方米
¥2600.00/噸
¥390.00/立方米
¥7.00/平方米
¥3100.00/噸
 技術支持:八方建材網
技術支持:八方建材網











&tel=17696018883&work=17696018883&email=&org=山西路易華川保溫工程有限公司&adr=山西太原市陽曲縣黃寨鎮&url=http://m.rsgx.net.cn/index.php?homepage=lyhc345)