 客服熱線:15083844965
客服熱線:15083844965- 我的進(jìn)貨單0
- 平臺首頁|
 手機(jī)版|
手機(jī)版| 二維碼|
二維碼|- 客服中心|
- VIP服務(wù) |
- 網(wǎng)站地圖 |
-
移動端

H5移動端
手機(jī)訪問更快捷

微信公眾號
手機(jī)簽到贏積分

微信小程序
玩轉(zhuǎn)移動新營銷
客服熱線:15083844965
H5移動端
手機(jī)訪問更快捷
微信公眾號
手機(jī)簽到贏積分
微信小程序
玩轉(zhuǎn)移動新營銷


| 品牌 : | 金拓 | 型號 : | jt-10 |
| 加工定制 : | 是 | 輸送能力 : | 10 |
| 功率 : | 15 | 類型 : | 帶式輸送機(jī) |
| 輸送距離 : | 100 | 外形尺寸 : | 非標(biāo)定制 |
| 重量 : | 10 | 適用領(lǐng)域 : | 壁掛爐的裝配 |
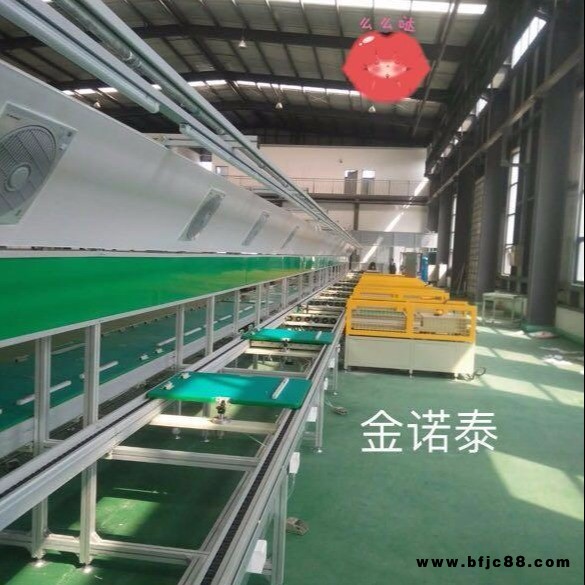
一、壁掛爐生產(chǎn)線工藝的裝配力?
裝配線作業(yè)中需要估算裝配工作頭對裝配件施加的作用力,以保證配合件正確聯(lián)接。?
間隙配合的裝配線裝配力影響因素有:配合件裝配前的相對位置精度、配合件表面的倒棱等邊緣狀態(tài)、表面粗糙等、裝配工藝系統(tǒng)的剛度、聯(lián)接表面的間隙及配合件間的摩擦因數(shù)等。計算時根據(jù)具體系統(tǒng)環(huán)節(jié)處理。?
當(dāng)配合件軸線平行時, 裝配線裝配力發(fā)生在配合件開始接觸階段,在倒棱處接觸,此時影響裝配線裝配力的主要因素為:裝配線裝配件的質(zhì)量,裝配件分別與工作頭和相配合件的摩擦因數(shù)、倒棱的角度值及裝配系統(tǒng)在垂直于軸線方向的柔順度等。估算時可以忽略裝配線柔順度,按一般的靜力學(xué)規(guī)律計算工作頭對裝配件法向的夾緊力和軸向的推動力。?
當(dāng)配合件軸線傾斜時,軸向裝配推動力將偏心地作用裝配件。在開始階段,配合偶件在到另處以一點相接觸,隨著裝配件向其配合件深入,將發(fā)生兩點接觸。必要時應(yīng)就一點和兩點接觸分別計算裝配線裝配力,取其中較大值。?
二、壁掛爐生產(chǎn)線防錯功能?
識別是指通過兩種以上產(chǎn)品的裝配線,對進(jìn)入裝配線的產(chǎn)品進(jìn)行識別機(jī)型,并給裝配線帶有智能功能的料架發(fā)出指令,料架自動切換信號,顯示應(yīng)取的零件,同時對有調(diào)整環(huán)節(jié)的設(shè)備發(fā)出指令。自動調(diào)整的設(shè)備,按指令自動切換到相應(yīng)部位與程序;手工調(diào)整的部位,指示操作者進(jìn)行調(diào)整;有人機(jī)界面的工作站,按指令切換到相應(yīng)顯示和信號。?
不配有MOBY的裝配線,通常可以采用機(jī)電式識別,即選擇不同機(jī)型,外型有差異之處,用機(jī)械探測,用電信號發(fā)到各工作站。對外型無法區(qū)別的,通常可在裝配線托盤上裝帶有數(shù)個伸縮銷的裝置,更換產(chǎn)品時,人工設(shè)定哪個伸縮銷伸出,代表某個機(jī)型,裝配線各工作站上的感應(yīng)開關(guān)可以對伸出的銷頭進(jìn)行識別,從而可以判斷是何種機(jī)型。?
防錯,主要防止裝配線裝入零件從料架上取錯,以及防止從總成上拆下的零件放錯和重新裝入時裝錯。帶有防錯功能的所謂智能料架的防錯方式有很多種,費用差異也很大,裝配線真正實際采用的方式基本采用指示燈和光電方式。指示燈根據(jù)識別裝置的指令顯示應(yīng)取的零件和數(shù)量,光電開關(guān)防止漏取。?
拆下再裝入的零件都是一一對應(yīng)的,不能裝錯,裝配線一般采用專用機(jī)械手,即松開螺栓后再一起抓起放在原來部位,也可采用夾具一起將瓦蓋抓起,裝入凸輪軸后再放回原位。?
三、壁掛爐生產(chǎn)線柔性功能?
為了適應(yīng)市場競爭和有效利用資金,一般用戶都要求一條裝配線有通過多種產(chǎn)品功能和新產(chǎn)品的適應(yīng)功能,有的要求裝配線多品種混流生產(chǎn)。要注意多品種混流生產(chǎn)概念以及投入的資產(chǎn),就要提高裝配線柔性功能。?
從技術(shù)層面上看裝配線混流生產(chǎn)的調(diào)整環(huán)節(jié)基本上是自動的,裝配線輪番生產(chǎn)基本上是快速人工調(diào)整。根據(jù)用戶要求設(shè)計制造了混流線,裝配線本身沒有問題,但主要由于生產(chǎn)組織方面的種種原因,用戶從來沒有實際使用過混流裝配。在國內(nèi)也有些廠家引進(jìn)了國外的帶混流生產(chǎn)功能的裝配線,該功能也都沒有發(fā)揮作用。?
需調(diào)整變更裝配線工藝參數(shù)的設(shè)備,對要變化的部分盡量采用數(shù)控系統(tǒng):如各種螺栓扭緊機(jī)、涂膠機(jī)、鎖片壓裝和各種檢查等等,為適應(yīng)各種產(chǎn)品的變化,在保證生產(chǎn)節(jié)拍的條件下,對要變化的裝配線部分,盡量采用數(shù)控系統(tǒng)。?
裝配線雙工位或多工位工作頭結(jié)構(gòu):為滿足一臺機(jī)床可以裝配不同產(chǎn)品的要求,而又不可能簡單地用調(diào)整某個參數(shù)去解決時,可采用雙工位或多工位工作臺(頭)結(jié)構(gòu)。?
裝配線壓裝機(jī):壓裝機(jī)一般都要在壓裝過程中測量壓頭的位移和壓裝力。產(chǎn)品如有變化,一般采用機(jī)械快換方式對壓頭和夾具定位部分進(jìn)行更換,壓頭位移和壓力參數(shù)變化調(diào)整比較麻煩,國外采用電伺服壓缸,但價格昂貴。?
裝配線產(chǎn)品的輸送與定位:一般采用非同步機(jī)動滾道和托盤進(jìn)行輸送。通過兩種以上產(chǎn)品的裝配線,為適應(yīng)定位基準(zhǔn)的變化,一般采用同一托盤底座只更換上面的定位和夾緊元件即可。?
機(jī)械調(diào)整和更換部位,盡量采用快換結(jié)構(gòu),裝配線控制系統(tǒng)也要有妥善的切換。?
四、壁掛爐生產(chǎn)線精度誤差源?
在裝配過程中,裝配線的裝配精度是非常重要的因素之一,了解裝配線裝配聯(lián)接時的位置精度的誤差源,有助于提高裝配線的裝配精度。?
1、裝配線傳送裝置的定位誤差。由于裝配線傳送裝置中的分度機(jī)構(gòu)等環(huán)節(jié)的誤差產(chǎn)生。原機(jī)械部行業(yè)標(biāo)準(zhǔn)草案規(guī)定分度凸輪機(jī)構(gòu)的分度精度分為三級。即超精級±10″,精密級±15″,普通級±30″傳送裝置的定位誤差對圓分度式裝配線系統(tǒng)將造成隨工作臺半徑變化,沿切向的位置誤差,對直線分度式裝配系統(tǒng)則造成沿直線方向的位置誤差。?
2、隨行夾具與裝配線工作頭等的調(diào)整誤差,其數(shù)值與調(diào)整過程中工人的熟練程度及所用工具的精度有關(guān),經(jīng)仔細(xì)調(diào)整可以達(dá)到的精度一般為0.01~0.03mm。?
3、裝配線工作頭與移動導(dǎo)軌間的間隙,工作時由于裝配時的反作用力使裝配工作頭產(chǎn)生對裝配中心軸的徑向偏離和傾斜。?
4、裝配件的裝夾定位基準(zhǔn)與配合表面不重合誤差。?
5、夾具安裝表面與裝配件裝夾表面的間隙誤差,裝配中有時可以利用間隙補(bǔ)償定位誤差,如果聯(lián)接零件接觸部位有倒棱,則此間隙可能有利于裝配件自動聯(lián)接。?
6、傾斜誤差,是裝配件在夾具或裝配線工作頭中的傾斜誤差,或裝配件配合表面相對定位表面傾斜而引起的誤差。?


| 公司名 | 中山市東升鎮(zhèn)金諾泰機(jī)械設(shè)備廠 | 經(jīng)營模式 | |
|---|---|---|---|
| 注冊資本 | 2萬人民幣 | 公司注冊時間 | 2010 |
| 公司所在地 | 北京 | 企業(yè)類型 | 企業(yè)單位 () |
| 保 證 金 | 已繳納 0.00 元 | ||
| 主營行業(yè) | 家居主材 , | ||
| 主營產(chǎn)品或服務(wù) | 皮筏輸送機(jī)皮筏輸送帶 | ||


 技術(shù)支持:八方建材網(wǎng)
技術(shù)支持:八方建材網(wǎng)





 經(jīng)理&title=(先生)&tel=13590722810&work=0760 - 88503016&email=&org=中山市東升鎮(zhèn)金諾泰機(jī)械設(shè)備廠&adr=廣東省中山市東升鎮(zhèn)文田路71號&url=http://m.rsgx.net.cn/index.php?homepage=23842893)