 客服熱線:15083844965客服熱線:15083844965
客服熱線:15083844965客服熱線:15083844965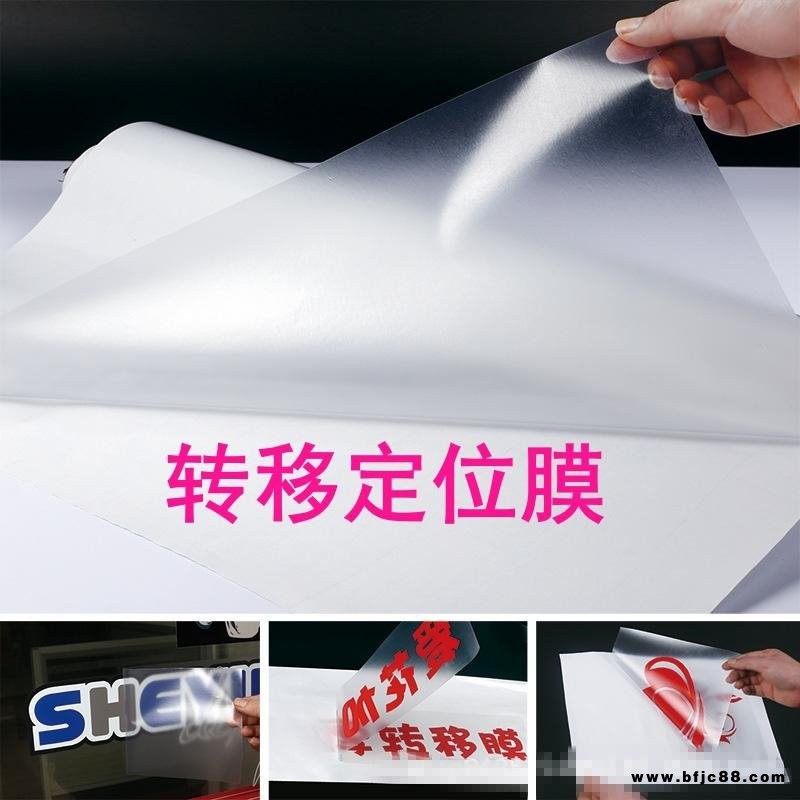

¥4.31/平方米

¥4.02/平方米
¥4.04/平方米

¥12.33/平方米

¥12.54/平方米

¥12.78/平方米
¥4.11/平方米

¥4.10/平方米
¥4.02/平方米
| 材質 : | PVC薄膜 | 用途 : | 日用品用 |
| 厚度 : | 皮料厚度6S,底紙厚度90G,膠水厚度2.5S | 拉伸性能 : | 強 |
| 生產工藝 : | 雙向拉伸 | 顏色 : | 透明白色 |
| 品牌 : | anolly/艾諾利 | 尺寸 : | 0.45*100m,0.6*100m,1.06*50m,1.22*50m |
| 是否跨境貨源 : | 是 | 適用范圍 : | 任何需要將圖案或文字轉移到另一個物體表面 |
| 附著力 : | 強 | 貨號 : | mdfia2 |
| 加工定制 : | 是 |
 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?
? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ? ? ?
? ?
鐳射轉移膜在必然張力下,始末壓合機構將全息圖案轉移到印品口頭,在這個歷程中,對于壓印鐳射轉移膜必要經過多根導膜輥,容易出現皺膜氣象。主要緣故有以下幾點:
(1)鐳射轉移膜收卷張力過大,使得膜卷兩端張力不一致,從而惹起皺膜。此時,必要仔細調整出膜輥、導膜輥、阻尼輥的均衡,對照費時。而且,當下一次反復使用鐳射轉移膜時,從而使得鐳射壓印轉移不完全。張力不一致的方向會反過去,這就必要重新調整擺設。看著流平劑原理。常用的設施是在鐳射轉移膜收卷后當即復卷一次,以進一程序整鐳射轉移膜的張力,并對其舉行散熱。
(2)鐳射轉移膜自己沒有質量題目,不合壓不皺膜,一合壓就皺膜。這主要是由于鐳射轉移膜在壓印轉移時壓膜輥兩端的壓力不均衡所致。潤濕流平劑。在這種處境下,必要調整壓膜輥兩端的氣缸壓力,即調動氣缸旅程末端的壓合限位螺絲,而使。因其位于墻板內側,身分對照埋沒,于是必要用塞尺舉行調動,防衛及時鎖緊。有的鐳射壓印轉移擺設壓膜輥兩端的氣缸壓力可以獨立調整, 對照簡單。
(3)鐳射轉移膜在各導膜輥處的張力不均衡,造成走膜速度和壓印速度不一致,從而惹起皺膜。
廣州艾諾利包裝材料有限公司,位于美麗富饒的長江三角洲 ----- 廣州市新區中小企業創新園,東距常州航空港僅十五公里,北臨長江黃金口岸,滬寧高速、312 國道、滬寧鐵路穿境而過,到達全國 的上海港口只需2.5 小 時,交通地理位置十分便捷。
本公司是專業生產各類環保轉移紙張(轉移膜、鐳射轉移卡紙)和各類燙印膜(電化鋁)的企業。公司占地面積3萬多平方米,建筑面積1.5萬多平方米,年產量,各類轉移卡紙2萬噸,各類燙印膜100萬標卷。公司擁有先進的生產設備和雄厚的技術力量,取得ISO9000質量管理體系認證,積極開發新材料、新工藝、新品種。
公司實行現代化管理制度,擁有現代化的生產設備,“信譽 、服務至上”是公司的服務宗旨“以人為本、開放求實”是公司的經營理念。我們堅信:精益求精的服務質量,敢于競爭的價格,將成為您合作的 選擇。
本公司愿為各地新老客戶提供開發、制作一條龍服務,保證質量、價格優惠、交貨及時。
反拉也是較常見的燙印故障。所謂反拉,是指在燙印后不是電化鋁箔牢固地附著在印刷品底色墨層或白紙表面,而是部分或全部底色墨層被電化鋁拉走。反拉與燙印不上從表面上看不易區分,往往被誤認為燙印不上,但兩者卻是截然不同的故障,若將反拉判斷為燙印不上或燙印不牢,盲目地提高燙印溫度和壓力,甚至更換粘附性更強的電化鋁,則會信得其反,使反拉故障愈發嚴重。因此必須首先把反拉與燙印不上嚴格區分開來。區分的簡單方法是:觀察燙印后的電化鋁基膜層,若其上留有底色墨層的痕跡,則可斷定為反拉。
產生反拉故障的原因,一是印刷品底色墨層沒有子透:二是在淺色墨層上過多地使用了白墨作沖淡劑。
燙印電化鋁不同于一般的疊色印刷,它在燙印過程中存在剝離力,這種剝離力要比油墨印刷時產生的分離力大得多。印刷品上的油墨轉印到紙面后,只有充分干燥才能在紙面上有較大的附著力,在墨層沒有完全干透之前,電化鋁燙印分離時的剝離力要遠大于墨層的固著力,這樣底色墨層使會被電化鋁拉走。因此,電化鋁燙印工藝要求印刷品表面的油墨層必須充分干透,以保證在其紙面上很好地固著。
操作中常會感到印刷品的深色墨層比淡色墨層容易燙印,這是因為,淡色墨多用白墨沖淡調配而成,由于白墨顏料易浮在表面產生粉化,常用手便可擦掉,這種狀況是很難燙印的,電化鋁不能被分離下來粘附于紙面,相反,粉化層會被電化鋁帶走。
預防反拉故障的根本措施,一是掌握印刷品印刷后到燙印電化鋁的間隔時間。這就要求印刷時要控制好燥油的加放量,一般在0.5%左右。二要禁止印刷時單獨用白墨作沖淡劑,由于白墨的沖淡效果不錯,完全不使用是不可能的,折衷辦法是,將撤淡劑與白墨混合使用,但白墨的比例應控制在60%以下。
當然,在工藝允許的情況下,為避免反擔(包括燙印不上)故障的發生, 在底色墨層的燙印部位在制版時就留出空白,使燙印電化鋁不與墨層粘合,而與留出的空白粘合。
燙印圖文失真常表現為燙印字跡發毛、缺筆斷面、光澤度差等。
燙印字跡發毛是因溫度過低所致,應將電熱板溫度升高后再進行燙印。若調整后仍發毛,則多因壓力不夠,可再調整壓印板壓力或加厚襯墊。
字跡缺筆斷畫是電化鋁過于張緊所致。電化鋁的安裝不可過松、過緊,應適當調整壓卷滾筒壓力和收卷滾筒的拉力。
燙印字跡、圖案失去原有金屬光澤或光澤度差,多為燙印溫度太高所致。應將電熱板溫度適當降低,注意操作時盡量少打空車和減少操作過程中不必要的停車,因空車、停車均會增加電熱板熱量。停車時應將電熱板開關斷開。
電化鋁安裝松弛或揭紙方式不正確,也會產生字跡不清或糊版現象。同樣應該適當調整壓卷滾筒的壓力及收卷滾筒的拉力;或者改變揭紙方式,如順勢緩緩揭取。

| 公司名 | 廣州艾諾利高新材料有限公司 | 經營模式 | |
|---|---|---|---|
| 注冊資本 | 未填寫 | 公司注冊時間 | |
| 公司所在地 | 廣東/廣州市 | 企業類型 | 企業單位 () |
| 保 證 金 | 已繳納 0.00 元 | ||
| 主營行業 | 基礎建材 , | ||
| 主營產品或服務 | 墻貼,轉移膜,刻字貼,車貼,改色膜 | ||


¥3000.00/臺
¥4500.00/臺
¥6.00/個
¥530.00/套
¥6000.00/套
 技術支持:八方建材網
技術支持:八方建材網








&tel=15813860408&work=15813860408&email=&org=廣州艾諾利高新材料有限公司&adr=中國廣東廣州白云區鐘落潭鎮廣陳路1615號之一&url=http://m.rsgx.net.cn/index.php?homepage=15287853379)